









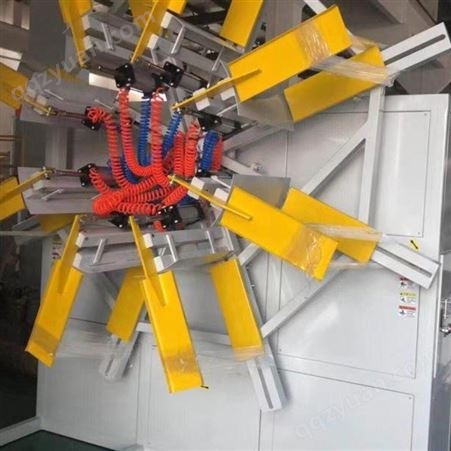
塑料管材生产线主要用于生产农用给排水、建筑给排水、线缆铺设等方面的各种管径、壁厚的塑料PVC管材,该机组由锥形双螺杆挤出机、真空定型台、牵引机、切割机、堆放架等组成.螺杆挤出机及牵引机采用进口交流变频调速装置,真空泵及牵引电机均采用优质产品.牵引有二爪、三爪、四爪、六爪等牵引方式.可选用锯片或行星切割形式。
该设备在吸收*挤出机制造技术的基础上,根据客户的具体需求做了相应的改进和提升,具有能耗低,产出大,运行稳定的优点。
SJSZ-单螺杆挤出机能够大大提高物料的塑化和混炼的质量。挤出的管材具有塑化效果好,效果好的特点。
具体技术参数如下:
-螺杆机筒材质:38CrMoAlA,采用浙江舟山品牌产品
-机筒加热冷却:采用铸铝加热圈,不锈钢罩壳包裹,美观
-机筒冷却:风冷
-螺杆转速:5-120转/分钟
-电机品牌:江苏利多电机/西门子贝得电机/安徽皖南电机
-主机调速:变频调速器
-电器品牌:施耐德/德力西/正泰品牌产品
-温控表品牌:欧姆龙或RKC品牌产品
-具有主电机过载保护报警系统
-齿轮箱采用硬齿面齿轮箱
-同时可以根据客户具体要求增加主机定量喂料装置
主要技术参数:
| 项目 | PVC63 | PVC160 | PVC250 | PVC315 | PVC450 | PVC630 |
| 生产管材规格 (mm) | φ16-φ63 | φ75-φ160 | φ125-φ250 | φ180-φ315 | φ200-φ450 | φ355-φ630 |
| 真空箱长度 (mm) | 6000 | 6000 | 6000 | 6000 | 6000 | 6000 |
| 真空度 (Mpa) | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 | -0.03~0.08 |
| 牵引力 (N) | 10000 | 15000 | 20000 | 25000 | 30000 | 50000 |
| 牵引速度 (m/min/max) | 10 | 6 | 4 | 3 | 2 | 1.4 |
| 有效牵引长度 (mm) | 1000 | 1500 | 1500 | 1500 | 1800 | 1600 |
| 压缩空气能力 (m3/h) | 0.4 | 0.6 | 1.0 | 1.2 | 1.5 | 2.0 |
| 耗水量 (m3/h) | 5 | 6 | 7 | 8 | 9 | 12 |
| 生产线长度 (m) | 20 | 22 | 30 | 30 | 36 | 42 |
(1)PVC塑料管材挤出生产线原料混合:是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50oC;这样就可以加入到挤出机的料斗。
(2)PVC塑料管材挤出生产线挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速
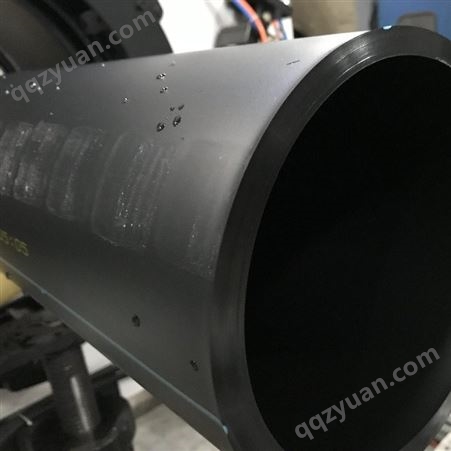
(3)PVC塑料管材挤出生产线挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。
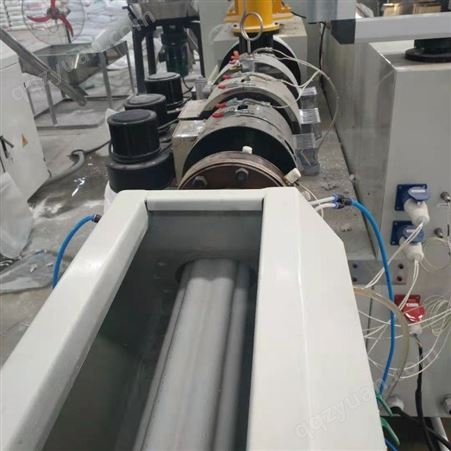
(4)PVC塑料管材挤出生产线真空定型水箱为一模双腔,用于管材的定型、冷却,真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却,真空定型水箱上装有前后移动装置和左右、高低调节手动装置。
(5)PVC塑料管材挤出生产线牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,变频调速。
(6)PVC塑料管材挤出生产线切割机:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
(7)PVC塑料管材挤出生产线翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。









所有评论仅代表网友意见,与本站立场无关。