








宝珠砂 覆膜砂壳型
覆膜砂壳型铸造工艺能使铸造表面质量更好,尺寸更加准确,减少或者不需要机械加工,缩短生产周期,节约金属材料,降低了生产成本,且此种铸造工艺不需要熟练工,甚至女工就可完成,适用于各种金属中小型铸件的成批和大量生产。宝珠覆膜砂具有树脂加入量少,强度高、低发气量、耐高温、脱模性好、易溃散、充填性能及储存运输性能优良的特点,得到了广泛的应用。宝珠覆膜砂广泛应用于发动机、柴油机、缸体缸盖、斗齿、水泵、阀体、液压件、铸铁、铸钢及有色金属行业,尤其在覆膜砂铸造不锈钢、耐热钢中有了突破性进展。
[产品介绍]
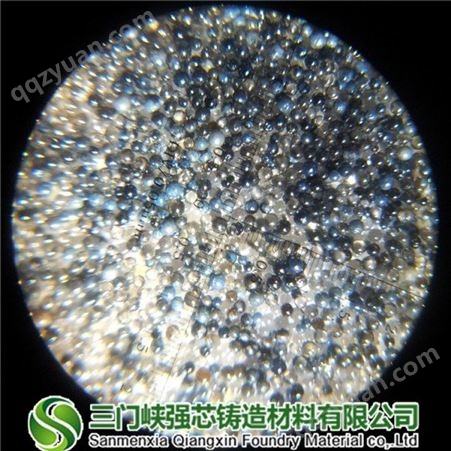
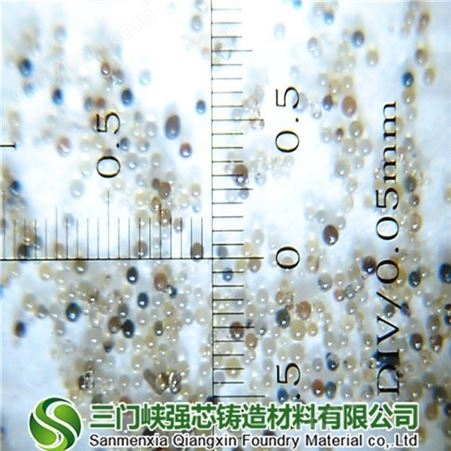
熔融陶瓷砂(俗称“宝珠砂")是以三氧化二铝(Al2O3)为主要成分的煅烧铝矾土,经熔融、喷吹、筛分制成不同粒度的铸造用砂。产品结构致密,粒型极似球形,表面光滑且表面积小,具有耐高温,良好的透气性、溃散性、抗酸碱侵蚀、破碎率低、再生性能高等优点,性价比优于铬铁矿砂、锆英砂等铸造用砂。熔融陶瓷砂的应用可以为铸造生产企业提高铸件质量、降低生产成本、减少环境污染,同时避免传统造型材料所造成的职业矽肺病。熔融陶瓷砂是目前业界* 理想的新型 铸造用砂,具有非常广阔的发展前景。

[主要技术指标]
按中国铸造协会颁布《铸造用熔融陶瓷砂》(T/CFA 020204.1--2018)团体标准执行。
2018年中国铸造协会正式颁布《铸造用熔融陶瓷砂》团体标准,其标准规定了铸造用熔融陶瓷砂的术语、牌号和代号、技术要求、试验方法、检验规则以及标识、储存、运输等细则。三门峡强芯铸造材料有限公司是该标准的主要牵头起草单位,该标准2018年3月15日发布,2018年5月31日实施。
粒型:球形
角形系数≤1.1(极似球状)
耐火度>1800℃
热膨胀率:0.13%(1000℃加热10分钟)
堆积密度:1.65~1.95(g/cm³)
热导率:0.698W/m·K(热面800℃)

三门峡强芯铸造材料有限公司是专业生产和销售铸造新型造型材料——铸造用熔融陶瓷砂(俗称“宝珠砂")的企业。公司在2014年、2017年连续被中国铸造协会评为“中国铸造用宝珠砂生产基地",是全国 获此殊荣的单位;2018年公司牵头起草了《铸造用熔融陶瓷砂》(T/CFA 020204.1--2018)团体标准,该标准于同年3月由中国铸造协会批准发布。公司是国家科技型中小企业、河南省、中国铸造协会会员单位、中国铸造协会材料分会副理事长单位、中国铸造砂产业联盟主席单位。
公司以创新研发为核心,拥有产品研发中心,同时与东北大学在2014年签订产学研战略合作框架协议,建立产学研基地。公司内部管理制度健全,产品检测等设备完善,建立了激励与约束相结合的管理体制,为企业独立自主地开展经营活动以及 、科学的管理提供了可靠的保障。
公司位于河南省渑池县产业集聚区天坛铝工业园区,地理位置优越,交通条件便利。所需原料铝矾土矿在渑池及周边地区储量高、品质好。公司生产工艺技术*,产品质量稳定可靠。
公司产品适用于树脂砂铸造、覆膜砂、耐火涂料以及消失模铸造、V法铸造、壳模铸造、精密铸造。广泛应用于航空航天、船舶、铁路机车、风电类、泵阀类、机床类、发动机、汽车配件、矿山机械等铸件造型工艺中。另在钢包引流砂、可溶性模芯、表面喷丸处理上也得到成熟应用。
公司客户遍布全国各地,并自营出口德国、英国、美国、加拿大、韩国、印度、泰国、巴西、日本等国家和地区。产品长期供应广西玉柴、福鞍重工、HA铸造材料、重庆长江造型材料、沈阳铸锻、长城汽车、中国中车、天津新伟祥、福清鑫源、嘉利特荏原、安沃特种合金钢、洛北铸钢、兴荣铸钢等 铸造企业。






所有评论仅代表网友意见,与本站立场无关。