





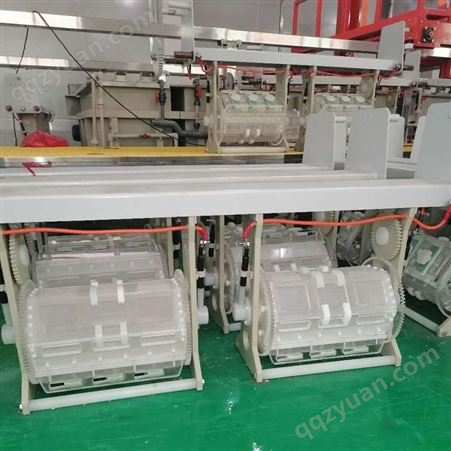
电镀滚筒的主要部件材料采用进口不锈钢304、316板制成。其工作温度低于80℃,滚筒截面均为六角形,筒壁上采用打孔结构,透水孔小为2MM,内壁设计成无缝结构,镀微型零件能保证不嵌料,特别适合电镀五金零件和电子元件。水平式结构设计,操作简单方便。

为您的产品设计制作合适的滚筒设备,为您的生产线配置更好的装备,为您的生产过程提供优质的材料,提高您的产品质量和生产效率,一站式解决滚筒,漏货,镀层不均匀,上都慢,导电问题等,是我们永远的追求。

滚镀滚筒的尺寸选择
零件的混合周期与电镀滚筒内零件的表层与内层面积比密切相关,比值越大,说明表层面积越大而内层面积越小,滚镀时零件暴露在表层的机会就越多,速度就越快,零件的混合周期也就越短。合理的滚筒尺寸应细一些长一些。因为在滚筒容积相同的情况下,当装载同样多的零件时,滚筒细长些比粗短些零件的表层与内层面积比大,所以零件的混合周期短。例如:300mm*≈120mm和220mm*≈140mm的两只滚筒,其滚筒容积均为2.8L。当同样装载1/2滚筒的同一种零件时,300mm*≈120mm滚筒的表层面积为9d㎡,而220mm*≈140mm滚筒的表层面积为7.7d㎡。由于装载的零件数量和种类相同,则300mm*≈120mm滚筒,其表层与内层面积比自然就大于220mm*≈140mm滚筒。在装载质量相同的情况下,300mm*≈120mm滚筒就会比220mm*≈140mm滚筒零件的混合周期短。
滚筒细长些比粗短些滚镀时零件的混合周期短,从而更容易提高生产效率和产品质量。例如:钕铁硼电镀使用的一种细长型滚筒,由于零件的混合周期短,镀层沉积速度快,零件表面氧化程度小,镀层与基体结合力好。

滚镀适用于受形状、大小等因素影响无法或不宜装挂的小零件的电镀,它与早期小零件电镀采用挂镀或篮筐镀的方式相比,节省了劳动力,提高了劳动生产效率,而且镀件表面质量也大大提高。所以,滚镀的发明与应用在小零件电镀领域无疑有着非常积极的意义。滚镀早在20世纪20年代就已经在工业上得到应用。国内滚镀早于20世纪50年代中后期出现在上海,机械化连续滚镀设备在20世纪60年代左右开始使用,但当时的设备仅仅能够手动控制,而大型全自动滚镀生产线大概从20世纪90年始才有较为广泛的应用。目前,滚镀的产量约占整个电镀加工的50%左右,并涉及到镀锌、铜、镍、锡、铬、金、银及合金等几十个镀种。滚镀已成为应用非常普遍且几乎与挂镀并驾齐驱的一种电镀加工方式。
一站式解决滚镀行业痛点
1、滚筒,漏料
2、滚筒上镀速度慢
3、滚筒导电不良
4、滚筒门板
5、滚筒门板变形
6、滚筒轴套不耐磨
7、滚筒导线缠绕打结等行业痛点









所有评论仅代表网友意见,与本站立场无关。