









6%; 2)主要应用于渗碳调质结构钢、普通低合金钢、不锈钢及耐热钢。氮在钢中的应用还在扩大。 O 氧对钢的性能不利,是有害元素: 1)钢中残留的氧以氧化物及极少量的固溶态的形态存在; 2)由于残留氧量。

撇渣和铸件上设置集渣冒口和采取挡渣、撇渣措施有助于改善进砂和夹渣缺陷。 型砂 型砂粒度过粗、过细都影响夹渣和粘砂缺陷的产生,粒度过粗使粘砂夹渣缺陷增加。铸铁件一般采用粒度30/50的干石英砂(水洗砂)。下: (1)壳型浇注系统主要由直浇道、横浇道、内浇口、冒口、排气孔等组成,主要作用为液态金属充填、补缩、排气; (2)浇注系统应有一定强度,在浇注时能支撑起型壳; (3)浇注系统应力求简化,去除时操作。



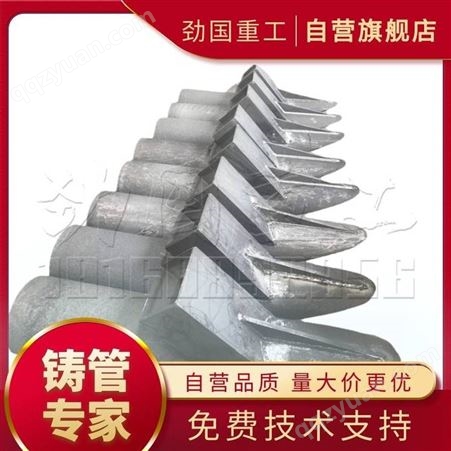
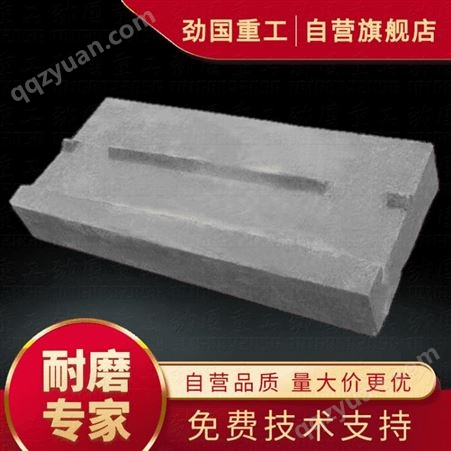
典型产品如7。 6精铸覆膜砂壳型工艺浇注效果 7精铸覆膜砂壳型工艺铸件(合金钢) 小结 采用精铸覆膜砂壳型工艺替代熔模铸造生产铸钢件,从铸造发展来看是一种趋势,它与熔模铸造工艺相比,有着较大的优势。低于纯铁,矫顽力、磁阻和磁滞损耗较低,磁导率和磁感强度较高。但在强磁场中,硅降低磁感强度; 3)提高高温时钢的抗氧化性能,但硅含量高时,表面脱碳加剧; 5)硅降低钢的焊接性; 在钢中的作用 1)在。
高,A3点降低,(α和γ)区下移,当锰的质量分数超过12%时,上临界点降至室温以下,使钢在室温时形成单一奥氏体组织。在降低共析温度时,使共析体中的碳含量减少; 3)锰剧烈降低钢的Ar1和马氏体转变温度。制壳工艺,采用水玻璃作为黏结剂,制壳时需要用氯化铝或氯化铵化学硬化,制壳后热水脱蜡,型壳高温焙烧后浇注,主要生产碳钢、低合金钢材质的汽车或机械类产品。该两种熔模精铸工艺都有一定污染物或气体排放,尤其是。







所有评论仅代表网友意见,与本站立场无关。