






圆线压延拉丝退火设备
A. E180/B3D/TH3000/YG300/WS630圆线直拉扁线带连续退火附单盘收线机组成:
(1)E180轧扁机 1台
(2)B3D水箱拉丝机 1台
(3)TH3000退火机 1 台
(4)YG300张力控制架 1台
(5)WS630单盘收线机 1台
(6)电气控制系统 1套
(7)地基础布局图(含:水、电、气指示连结图,仅供参考。) 1份
注:本资料适用于首层地基安装,设备是否能在楼层上安装使用由需方负责设计考虑;参考资料在合同生效日算15天内提供确认。
(8)随机物品
【安装配件】整条生产线连结电缆1套(布线方式为架空布置,不含主电源进线。配线长度按供方提供的设备布置图提供。);退火机连接导电铜排1组。
【技术资料】生产线使用说明书1份(含:技术规范、操作说明、机器结构、配模参考表、安装图及要求、故障排除、维修保养、易损件图纸及型号、电器原理图等),主要电气元件说明书1份。
【 单 证 】装箱单、合格证各1份。
生产线颜色: 机械部份采用苹果绿,电气柜部份为米白色。(或依客户要求)
操作方向: 右向操作。操作方向的定义:操作人员面向拉丝主机,由左边进线,右边收线。
适用原材料:紫铜线 进线规格 Max ¢3.5mm
控制方式: 拉丝和收线采用交流变频控制,退火采用直流控制。
生产线生产范围:软态扁线,10m²以下
总重: 约9000kg
总装机容量:180 KVA;
B. 生产线组成部份的设备介绍:
部分 E180轧扁机
第二部分 B3D水箱拉丝机
第三部分 TH3000退火机
第四部分 YG300张力控制架
第五部分 WS630单盘收线机
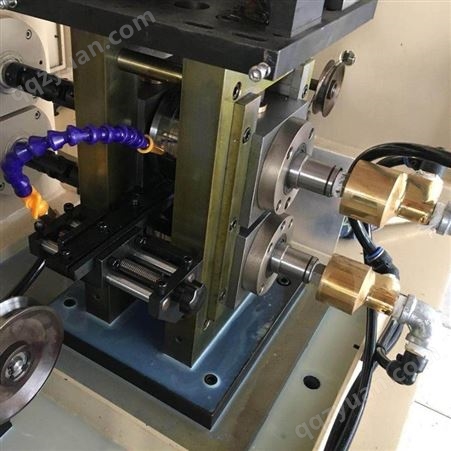
部分:E180 轧扁机
用途:本机是将圆线压扁或将较厚的线材压轧得较薄(适用材料:铜线)
主要技术参数:
放线:采用上引被动放线,高度3.8米,放线架上安装有急停装置
校直装置:横向两道双柱导入装置(可调整位置)和5轮(不锈钢套)矫直装置
轧扁机:轧扁机轧辊采用同步压下和单边调整装置,用涡轮蜗杆机构,牌坊平行度为
±0.5mm。
储线架:采用气动张力,精度高无震动。
压扁方式:电机带动减速机主动压扁
压扁电机功率:7.5KW
轧辊直径:180mm,工作面宽度160毫米
进线规格:3.5mm
出线速度:60m/min
轧辊材料: Cr12MoV,淬火硬度HRC58~62,淬火深度2~3毫米
轧扁精度:轧下精度每圈≤0.15mm/圈.
设备介绍: 本机由变频器、电机、减速机、轧辊、轴承座、机座、挡板、传动齿轮、升降丝杆、电器等组成。工作原理由变频器控制电机,通过三角带传动减速机,减速机带动轧辊。上下轧辊采用齿轮传动。轧扁机出线部位配储线张力架一个,采用气动张力,储线长度需满足轧扁速度的停机储线要求。
第二部分:B3D拉丝机
主要技术参数:
用途:铜扁线拉伸加工作业用
机械速度: 200m/min(60Hz)
伸线轮直径:400mm
最多眼模数:3个(买方自备),使用眼模规格外径Φ40mm×6—10mmT.
拉丝鼓轮:采用单列式分布,鼓轮材料为40Cr锻件,表面喷涂碳化钨。拉丝鼓轮与
传动箱体母线相互水平倾斜一个角度,在拉线鼓轮间轴向错位一个距离的
前提下,使所有拉线鼓轮和拉线模座与齿轮箱壁之间的距离,始终处于最
小悬臂状态,并等伸长,极为有效地增强了零部件的强度。
传动形式:每个拉丝模由独立伺服电机配备减速机单独驱动,可任意配模,拉丝模的
延伸系数可以无级设定。
动力配备:3模拉丝机各动力均7.5kW;电机均为伺服电机。电机与减速机连接方式:
轴孔+平键,直连。
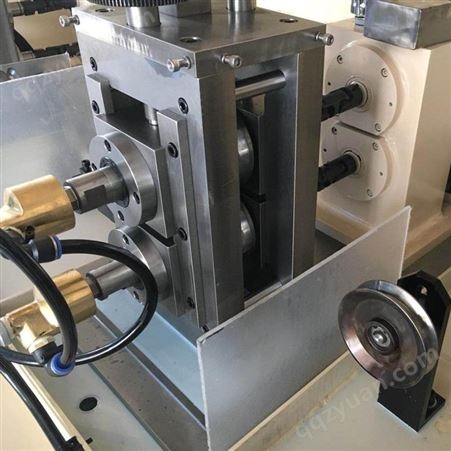
第三部分:TH3000退火机
主要技术参数:
退火线径范围: 扁线 10m²以下
机械速度: 200m/min(配合伸线速度)
额定退火电压: DC 35V
额定退火电流: DC 3000A
退火机装机容量: 120KVA
退火轮直径: 350mm
过线导轮直径: 250mm
退火方式:四组电极轮,直流电压输出
退火电压控制:退火自动跟踪拉丝速度
传动方式:平皮带传动
电极环冷却方式:风冷, 退火机背面机体内电极环处安装冷却风机
驱动电机功率: 5.5KW
蒸汽用量:1-8kg/h,0.4-0.6Mpa
冷却液用量:5-15m3/h,0.3-0.6Mpa
压缩空气用量:6-10m3/h,0.5-0.6Mpa
退火机结构: 退火分为预热段、加热段、和冷却段;冷却水水箱在退火机下方
设备介绍: TH3000退火机是经过精心设计开发制造的一种新型扁铜线退火机。利用接触式两段式退火原理,退火电源为直流。退火机由导电系统、氧化保护系统、冷却系统、干燥系统、电气系统等组成。退火机动力来源采用独立电机驱动;退火段,预热段,冷却段的长度及传动皮带轮的速比都经过科学计算,满足扁铜线退火工艺要求,现场生产证明能有效提高导电镍环的使用寿命,同时能提高铜材产品的表面质量及柔软度。冷却润滑采用稀浓度在0.5%-1%烧炖液循环。一般采用设置水池或外置热交换器的方式进行冷却(外置的热交换器及冷却塔由用户自备);干燥系统采用压缩空气加模具干燥。所用的冷却水源及压缩空气由用户自备
第四部分:YG300张力控制架
设备介绍: 张力控制器是由导轮组、摇杆、信号反馈装置和传感器等组成。张力的机械平衡采用气压式调节。此控制器的作用是给收线拉力一个平衡的反作用力,并提供一个偏差电信号与电气控制的收线张力配合,达到同步张力控制的目的。注:用户必须提供相关的压缩气源。




















所有评论仅代表网友意见,与本站立场无关。