





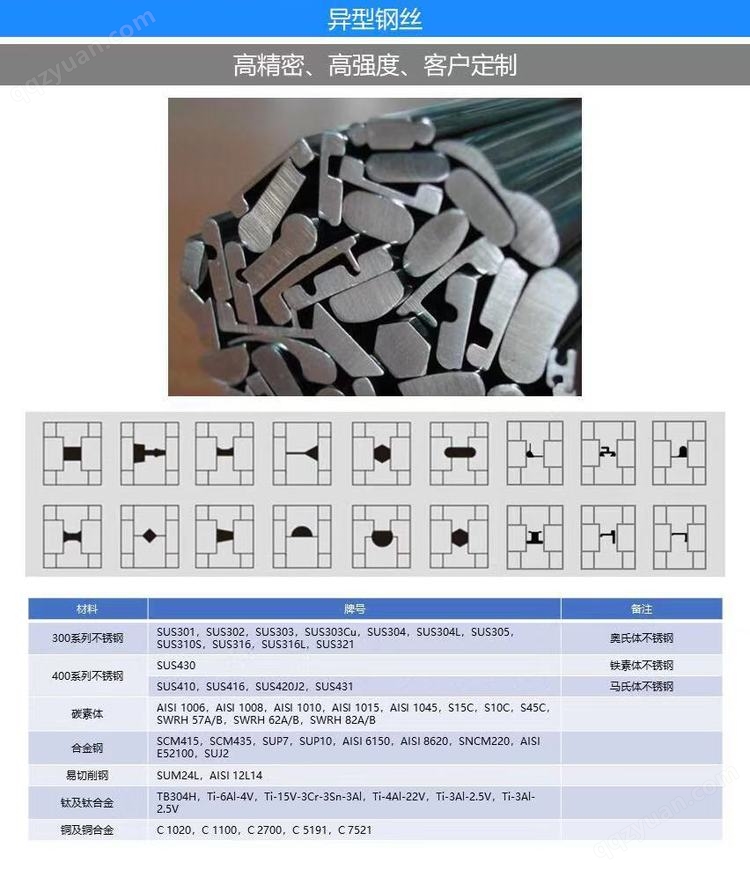
轧机安装要求
安装调整顺序
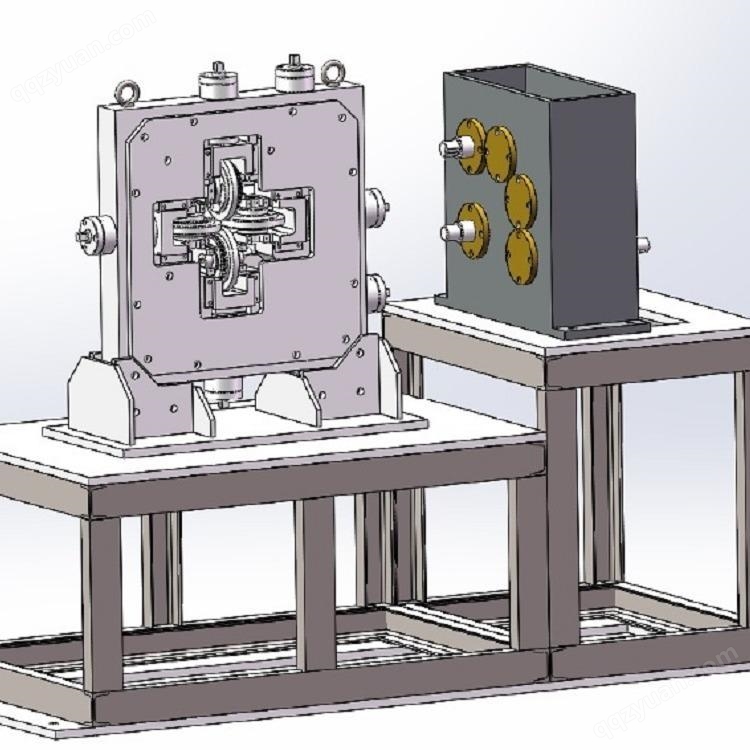
l 将机组底座、增速箱、和主电机初步就位。
l 生产线从头至尾拉一根轧制中心线,线上系两个吊锤和一些红布条 (警示作用)。
l 按图一和图二调整机组底座,使机组底座的轧制中心和设计轧制中心线重合,机组底座的22个测量点的高度差不大于0.03mm。
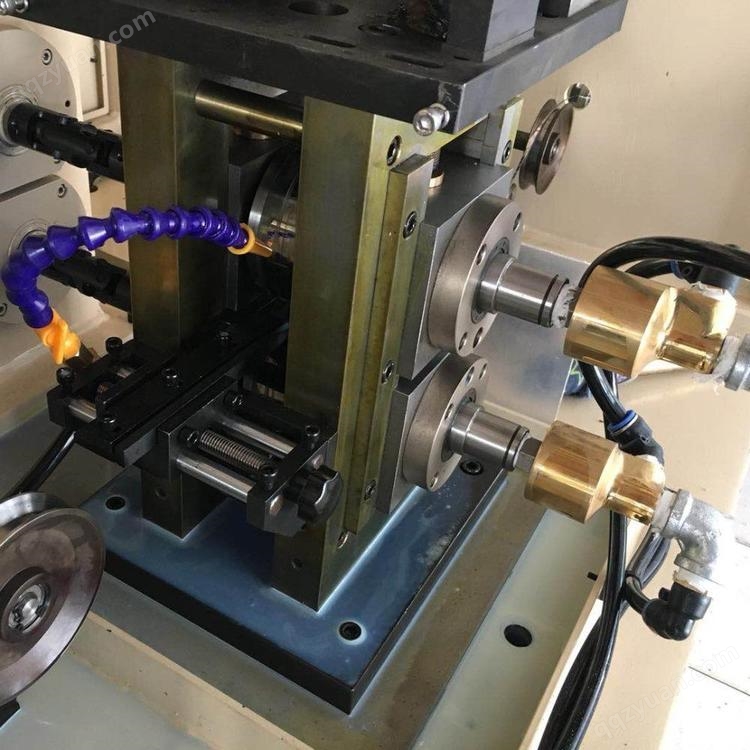
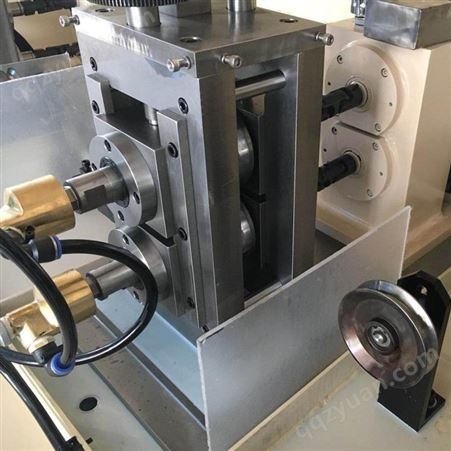
l 将10个机架装配到机组底座之前,必须用油石将接触面进行研磨去毛刺,同时安装好各锥箱的主进油管路(出厂个机架的相对位置关系已经调整好,注意各个调整垫片的位置必须和出厂前的记录保持一致),将10个机架装配到机组底座上,接触面间隙要求不大于0.02mm,复检各个机架间的同轴度。
l 按图三和图四调整好增速箱,图三中的B值取0.3mm即可。
l 调整主电机,使主电机的输出轴中心在水平方向与增速箱输入轴的中心重合,在高低上比增速箱输入轴的中心高0.3mm。
l 连接好各个接手。
l 连接好各进油回油管路,装好分水块,连接好各进水管。
l 安装好各联轴器的供油管和回油管及联轴器保护罩。
l 装好挡水板与防水槽、缓冲箱。
l 安装弦线信号检测器。
l 安装机组保护罩及保护罩液压缸等附件。
至此,精轧机组调整安装完毕。












所有评论仅代表网友意见,与本站立场无关。