





 产品详情
产品详情
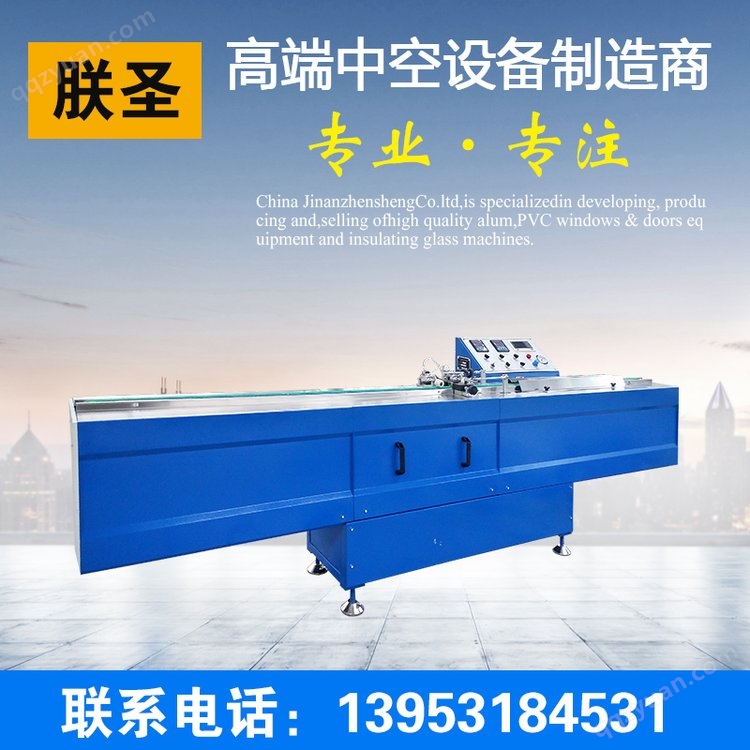
技术参数
功率
3.75KW
电源
380V50HZ
传送速度
15-30m/min
打胶温度
110-140℃
气动压力
0.5-0.8Mpa
打胶压力
10-20Mpa
耗气量
60L/min
胶缸直径
Φ200mm
胶头可调范围
6-18.5mm
外形尺寸
3000×620××1120mm
特征描述
图纸
使用说明
一、生产准备
成品丁基胶在常温下呈固体形态,须经过110-150℃得高温才能融化使用,因丁基胶导热较慢须加热20-30分钟(视气温而定)才能融化,所以要求每次使用该机之前要加热胶缸、胶头(110-150℃下保温)待胶融化后才能进行工作
二、使用方法
1、设备的调整(手动程序使用)
将手动、自动旋钮转到手动状态下。接通电源,能进行油泵启动、油缸进退、皮带传送、胶头、胶缸加热、出胶开关。
2、当油缸进退旋钮转到进时油缸推动活塞前进。转到退时则油缸带动活塞退回,
注意:当胶缸未加热时不能开动油缸进退,此时未被融化的丁基胶会损坏活塞。
3、胶头加热,胶缸加热旋钮旋至开时,加热开始。此时启动输送带转动以保护其不被烤坏。
4、涂胶时使用调整说明
丁基胶涂布机工作速度在14m/min左右,出厂时已调定好,如涂胶时出现断续可调大压力。出胶量少时,须调大压力或开大胶口螺丝。
若调整后仍感到快慢不合适,可调整液压的压力和胶缸、胶头的温度。出胶的快慢与压力和温度都有关系。如果输送带的速度、压力温度都调整合适了,不可加工出合格满意的产品,请与厂家联系。
如客户在使用时,对工作速度、效率不满。客户可自行调整变频器,来控制输送带的速度以及相应调整压力、温度等,使设备生产出合格产品,满足客户的需求。
5、脚踏开关在手动状态下可控制出胶开关和中间压轮(订做),主要用于圆形或弧形铝框。
6、丁基胶涂布机的前后压轮和出胶时间在出厂前均已调定好,如果因工作需要需进行调整时可通过面板上的人机界面来进行调整。
7、丁基胶涂布机装有定时开机和延时关机的功能,可以通过人机界面来设定时间,只要每次按一下启动键,系统就可以自动的开机关机。
8、在不使用自动开关机的功能情况下,如果要停止工作或下班时一定要在关掉加热约半小时左右后在关传送。
六、自动状态下的使用
1、当丁基胶充分加热后(达到设定温度后)在手动状态下踏动脚踏开关(胶缸在工进状态)可顺利挤出胶时,即可将手动转为自动,
2、将工件放置在输送带电眼的前方。将其扶正,当工件前段通过电眼时,工进电磁阀才能得到启动,油缸恒压工进,以此完成出胶、压轮1下、压轮2下,当工件后端经过电眼后,压轮1抬起、出胶口关、压轮2抬起,铝框四边进行四个工作循环后,涂胶完成。







所有评论仅代表网友意见,与本站立场无关。