









回转窑大齿轮生产厂家生产回转窑大齿轮,采用ZG45、ZG40Cr、ZG40CrMo等材质,加工滚齿成成品.
回转窑大齿圈安装技术要求:回转窑大齿圈是回转窑传动装置中关键部件之一,其安装质量直接影响着回转窑传动系统的平稳性、回转窑运行的稳定性、窑内衬的使用寿命及回转窑运转率。由于制造能力、运输和安装的需要,大齿圈是由两个半齿轮,大齿圈的安装、找正工作,无论是新装或大修后复位安装都必须制定科学、可行的施工方案。回转窑大齿圈安装大修中,在将大齿圈拆卸修复之前,必须对大齿圈及联接的筒体进行测量。先将大齿圈及筒体分成12等份并编号,再启动辅助电机,测量大齿圈径向和端面跳动值、与大齿圈相联接筒体的偏摆值等参数并做好原始记录,以便有针对性地制定大齿圈校正方案。
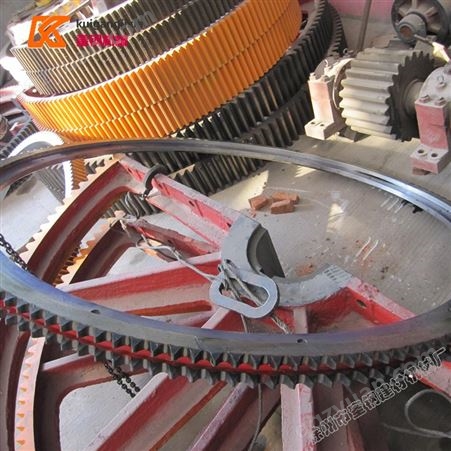
回转窑大齿圈预组装将拆卸下的大齿圈清洗、修复、加工并检查各参数尺寸符合要求后方可进行复位安装。安装过程中首先须进行齿圈预装,此环节非常关键,因为齿圈预装结束,进入下面安装步聚中就无法对齿圈进行校正了。回转窑大齿圈预装前,先需搭设一水平组装平面,平台搭设好后,用行车分别将两个半齿圈放在平台上,并粗找水平,然后穿上定位销和连接螺栓。齿圈对口处贴合要严密,结合面四周用0.04mm塞尺检查,每边必须有4/5以上是紧密结合无间隙,其余部分塞入深度≤30mm,接口处齿距误差 ≤0.2mm。对齿圈出现的椭圆及局部变形采用图2所示的方法进行校正,校正时一定要过校,可用火焰或陶瓷电加器加热(齿面不可加热),使其产生塑性变形,直至圆度误差达到图纸要求。回转窑大齿圈校正结束后,在平台上找出回转窑大齿圈的中心点,用地规在平台钢板上划出筒体截面的外圆依大齿圈编号将此圆也进行12等分。用加工好的非标铰制孔用螺栓将弹簧板对应装在齿圈上,并使有弧处与圆相切,检验弹簧板弧度是否标准,对于有误差的弹簧板要反复调整、校正,直到12块弹簧板全部符合图纸要求,然后用Φ10或Φ12的圆钢将弹簧板临时固定在回转窑大齿圈上,便于吊装。
回转窑大齿轮厂家:徐州市奎钢建材机械厂(一机重型公司)是水泥建材、化工、矿山机械设备生产及开发的集团型企业,集设计,铸造,加工,装配于一体。公司技术力量雄厚,设备*、检测手段完备,拥有大型铸造设备8T、15T,电炉3台,铸造能力达30吨/件,年生产各种普通铸钢及合金钢12000余吨。拥有2m、4m、5m、8m立式车床八台,、4m、5m、滚齿机和各种刨床、铣床、钻床等大型加工设备近百台套,为广大客户提供从产品设计到铸造加工服务为广大使用厂家提供回转窑大齿轮、回转窑滚圈(轮带)、回转窑托轮及轴等配件,同多家机械厂配套提供回转窑齿轮滚圈的配件达壹仟余套。









所有评论仅代表网友意见,与本站立场无关。