




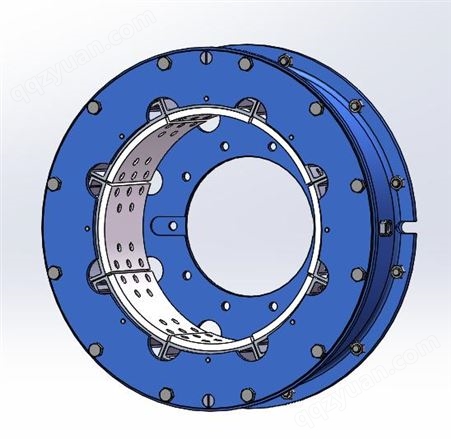
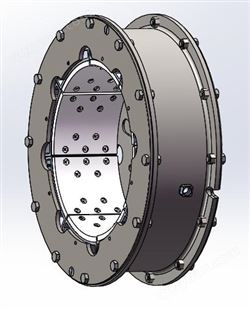



在球磨机动力系统配置中主要有两种形式:一,电动机+减速机+联轴器或气动离合器+滚筒,在这种方案中气动离合器使用的较少;二,同步电动机+气动离合器+球磨机〔如图〕,在这种方案中气动离合器是的关键部件

本文为您详解球磨机等矿山设备中所需的这种气动离合器的安装步骤,希望对您有所帮助。
矿山磨机空气离合器的安装步骤:
1、安装法兰前检查法兰上的进气孔位置尺寸,及键槽与进气孔的角度是否符合图纸要求。
2、过盈配合的法兰采用油浴或炉内加热,用火加热时必须均匀加热至121摄氏度,防止局部过热。
3、轴的对中偏差,必须在规定的偏差范围内,即径向偏差:+/—,端面偏差:/mm,先设定基准,如果离合器安装在带有滑动轴承的轴上,保证轴处于轴承中心,此处假定一根轴(小齿轮轴)已正确定位并固定,表固定在轮毂轴套上,从法兰外径上读数,安置一个刚性托架来支撑表,将其固定在轮毂轴套上。
4、清洁需读取对准数据法兰外径和表面。转动轮毂轴套,从法兰外径和端面上读取径跳和端跳数据。如果两轴可同时转动,那么偏差的读数受表面不平度的影响就很小。表测量时需注意矫正轴的轴向移动。为减少表面不平度对角度偏差读数的影响,可以在测得起始点读数后,将支架转动90度再测量读数。反复这种方式,连续测量4组数据。矫正偏差时,在每个位置上用上述4组数据的平均值。
5、通过加垫片和移动轴的底座来矫正偏差,紧固基准座后,重新检查对准度,必要时再进行矫正。检查是否有“底坐不稳"迹象。达到对准要求后用销子或垫木塞住。
6、安装带母扣的轮毂,用短螺栓连接轮毂与轴套,确保该圈配合良好。
7、记下进气管的方向(可做一标记于离合器表面)将半个离合器滑入安装好的轮毂。
8、将带公扣的轮毂滑入相应的离合器内,轮毂与离合器进气管的位置须与拆下致。
9、将轴向锁紧装置安装在离合器内,为防止轴向锁紧位置的安装板与离合器法兰表面的挤压碰撞,可先将该板拆除,就位后,通过电机端法兰上的孔安装。
10、离合器/轮毂/轴向锁紧装置就位,确保轮毂公母配合良好。
11、组装离合器的两半,确保垫圈处于离合器间的位置正确。
12、重新装上进气管,确保橡胶压套牢靠固定于长进气管上,金属垫圈位于远离电机法兰侧。
13、拧紧电机端法兰上的进气管与离合器气管连接,以及所有螺栓。
14、轴向锁紧装置的终固定,不要通过拧紧轴向锁紧装置的安装螺栓,将电机轴回复到磁力线中心,这样会损坏轴向锁紧装置,应该旋转电机轴向磨机方向推动法兰,直到轴向锁紧装置的安装板与法兰面靠齐,再拧紧螺栓。









所有评论仅代表网友意见,与本站立场无关。